新浪微博
新浪微博 騰訊微博
騰訊微博

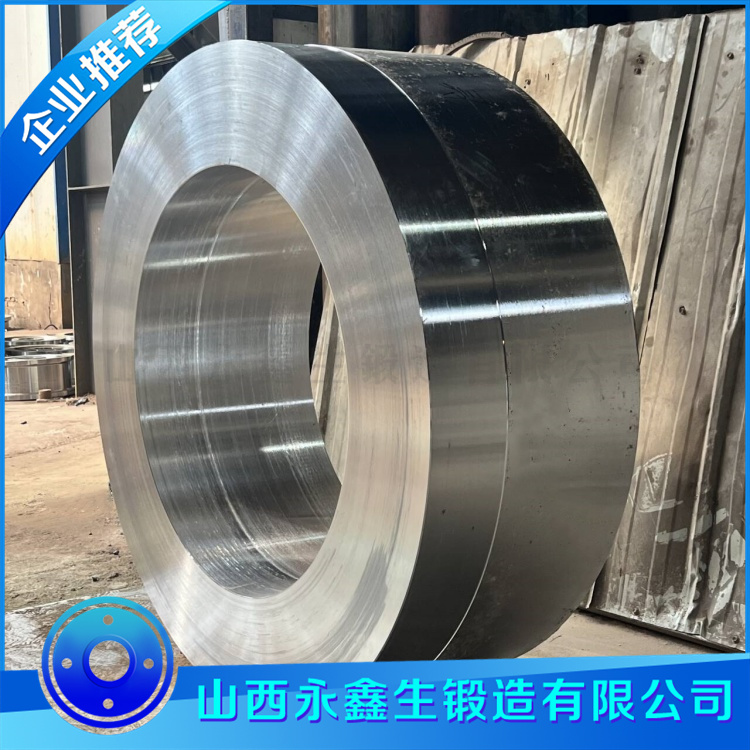
環形鍛件制造工藝流程
環形鍛件,作為風力發電、工程機械、航空航天及高端裝備等領域的關鍵基礎部件,其性能的優劣直接關系到整個設備的安全運行與使用壽命。山西永鑫生重工股份有限公司憑借深厚的技術積累與嚴謹的工藝控制,形成了一套成熟、精密且高效的環形鍛件制造全流程體系。以下將對此流程進行詳盡解析。
一、 原材料準備與科學下料
“玉不琢,不成器”,而優質的原材料則是“琢玉”的前提。
嚴格選材與檢驗:根據環件的服役條件(如承壓、抗疲勞、耐腐蝕等),科學選用適宜的合金鋼種(如42CrMo、34CrNiMo6等)。所有入庫鋼材必須附帶完整的材質證明書,并需進行嚴格的入場復驗,包括光譜分析驗證化學成分、超聲波探傷初檢以排查內部宏觀缺陷,確保材料源頭的高品質與可追溯性。
精密計算與下料:根據產品圖紙和鍛造工藝要求,精確計算所需坯料的重量與尺寸。采用大型帶鋸床或圓盤鋸進行冷態下料,切口平整、損耗小,能確保坯料重量的一致性,為后續鍛造尺寸的穩定控制奠定基礎。
二、 加熱工藝:均勻透熱是關鍵
將切割好的坯料送入計算機控制的天然氣爐或電爐中,進行階梯式加熱。加熱過程必須嚴格遵循預設的加熱曲線,包括預熱、升溫、均熱三個階段。其核心目標是使坯料芯表溫差最小,整體均勻達到鍛造溫度(通常為1100℃~1250℃)。均勻透熱能有效避免因熱應力導致的內部裂紋,并使金屬處于塑性最佳狀態,為后續鍛造做好準備。同時,精確的溫控也能防止過燒、脫碳、過熱等缺陷的產生。
三、 預制坯成型:鐓粗與沖孔
這是將實心坯料轉變為環形毛坯的預備工序。
鐓粗:將加熱至透紅的坯料置于壓機工作臺上,通過上砧板的下壓,使其高度減小、直徑增大。此工序旨在消除鑄態組織的疏松,初步壓實和焊合內部孔隙,并為后續沖孔提供合理的形狀。
沖孔:在鐓粗后的坯料中心,使用沖頭在巨大壓力下沖出通孔。沖孔過程會帶走坯料中心質量相對較差的部分(如鋼錠的冒口殘余區),從而進一步優化環件的內部質量。至此,一個環形的初始毛坯便成型了。
四、 環軋成型:核心的擴徑與精整
這是環形鍛件制造中最具特色與技術含量的核心環節,通常在徑軸向數控環軋機上完成。
設備與原理:將沖孔后的預制坯套在環軋機的芯輥上。在主機架的推動下,主輥(驅動輥)與芯輥對環件壁厚進行擠壓,同時上、下軸向輥對環件端面進行約束和整形。在摩擦力帶動下,環件開始旋轉,壁厚不斷減薄,金屬沿圓周方向延伸,直徑持續擴大。
工藝優勢:
連續局部變形:環軋是連續的漸進式塑性變形,變形力小,能耗低。
纖維流向優異:金屬流線沿圓周方向完整連續分布,與環件使用時的受力方向高度一致,極大地提高了產品的疲勞強度和使用壽命。
近凈成型:能夠精確控制環件的截面形狀(如矩形、筒形、溝槽形等),尺寸精度高,材料利用率高。
過程控制:現代環軋機通過激光測量儀實時監測環件外徑與高度,并與預設的尺寸曲線進行比對,實現自動化閉環控制,確保產品尺寸精準。

五、 熱處理:賦予靈魂的性能調控
環軋成型只是完成了形狀的塑造,而最終決定環件力學性能的,是嚴格的熱處理(又稱“調質處理”)。
淬火:將環件加熱至奧氏體化溫度(視材質而定,如860℃左右),保溫一段時間后,在水、油或聚合物溶液中快速冷卻。目的是獲得高硬度、高強度的馬氏體或貝氏體組織。
回火:這是不可或缺的關鍵步驟。將淬火后的環件重新加熱到低于臨界點的某一溫度(如550℃~650℃),保溫足夠時間后冷卻。回火能有效消除淬火產生的巨大內應力,使不穩定的組織轉變為穩定的回火索氏體,從而在保持高強度的同時,獲得所需的韌性與塑性,實現強韌性的完美匹配。
六、 機械加工與質量檢驗
機械加工:利用數控立式車床、臥式車床等設備對熱處理后的環件進行精加工,以保證其內徑、外徑、端面、坡口等部位的尺寸精度、形位公差和表面粗糙度完全符合圖紙要求。
全面質量檢驗:這是產品出廠前的最后一道,也是最重要的一道關卡。
無損檢測(NDT):100%進行超聲波探傷,檢測內部是否存在裂紋、夾雜、白點等缺陷;100%進行磁粉探傷或滲透探傷,檢測表面及近表面缺陷。
力學性能測試:在同爐批次的環件上取樣,在理化實驗室進行拉伸、沖擊、硬度等測試,確保數據達標。
尺寸終檢:使用大型卡尺、千分尺、樣板等工具對成品進行全面的尺寸復核。
七、 標識、防護與出廠
所有檢驗合格后,在環件非工作面上進行永久性標識(如材質、爐號、訂單號等),然后進行涂刷防銹油、包裝等防護處理,最后安排發貨。

總結而言,環形鍛件的制造是一個環環相扣的精密鏈條,從一塊合格的鋼坯,到一件性能卓越的環形構件,每一步都凝聚著嚴謹的工藝設計、精確的過程控制與嚴格的質量把關。永鑫生重工正是通過對此全流程的深刻理解與精益求精,確保出廠的每一件環形鍛件都成為客戶設備中可靠的核心承載體。
我們只做好鍛件 環形鍛件m.tfkdoor.com

文章原創如需轉載請注明永鑫生鍛造廠提供!