新浪微博
新浪微博 騰訊微博
騰訊微博

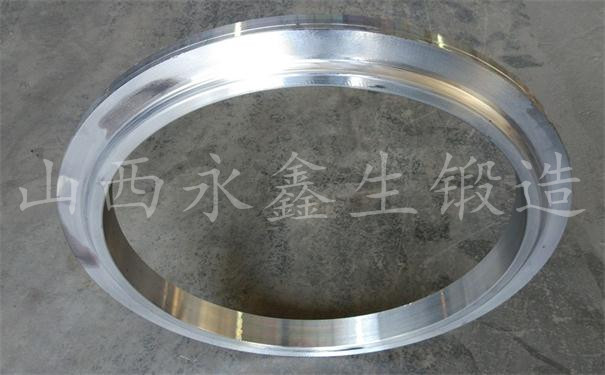
環形鍛件的鍛后熱處理
發布時間:2017-10-23 點擊數:3346
鍛造毛坯空冷到600℃左右時直接轉入熱處理爐鍛后處理。鍛后處理可消除鍛造應力,調整組織及均勻性,防止產生白點。改善的組織還便于切削加工和超聲波探傷檢查發現內部缺陷。
環形鍛件工藝采用正火+回火形式,在完全奧氏體化重結晶后正火轉變成片狀珠光體組織。當毛坯直徑較大時,正火前可在爐內過冷一次,過冷溫度350℃,使芯部盡快降溫加速轉變。
正火空冷時要求吊下臺車分散擺放在墊鐵上,使冷卻均勻。
選擇640-680℃高溫回火可以軟化組織,并利于原子擴散逸出。回火保溫時間要參考環形鍛件中氫含量數值來確定。現國內多采用堿性平爐冶煉真空澆注鋼錠生產初軋輥,氫含量在2.5-3.5ppm。仍需在回火保溫階段加擴氫時間。
毛坯粗加工后有時出現晶粒粗大問題,表現在超聲波探傷干擾而無法進行。這種缺陷產生的原因是鍛后原始晶粒過分粗大或鍛后熱處理工藝執行不嚴格,只要再補充進行一次正、回火即可消除。如果程度不很嚴重,則可以直接轉入終熱處理予以解決。
我們只做好鍛件 環形鍛件m.tfkdoor.com

文章原創如需轉載請注明永鑫生鍛造廠提供!
上一篇:環形鍛件整體感應的加熱淬火 下一篇:環形鍛件熱處理的工序和過程